

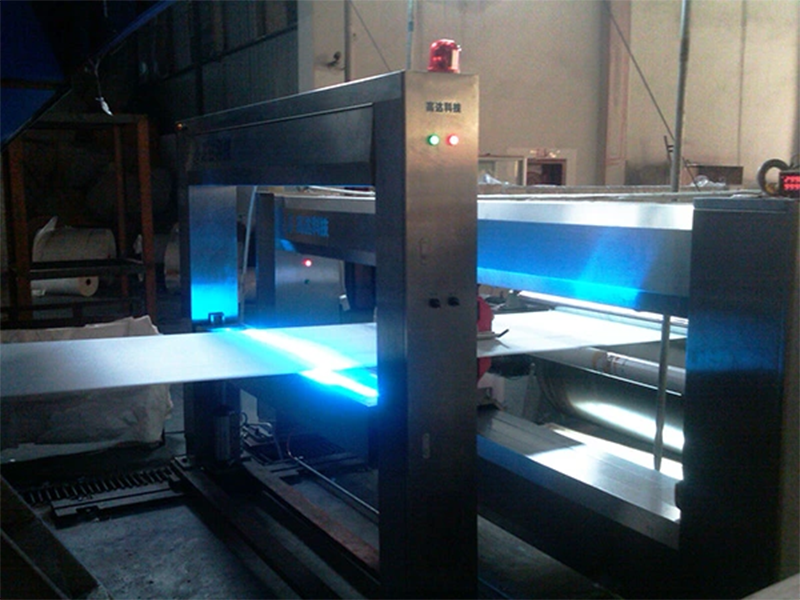
Система измерения толщины пленки завод
Измерение толщины покрытия на производстве – задача, которая часто кажется простой, но на практике встречает немало нюансов. Многие начинающие инженеры и технологи считают, что достаточно использовать стандартный толщиномер и получить результат. Но это далеко не всегда так. Точность и надежность измерений напрямую влияют на качество продукции, а от этого – на репутацию и финансовые показатели предприятия. За годы работы с различными производствами, я убедился, что простого 'считать и измерять' недостаточно, и стоит уделить внимание множеству факторов, от подготовки образца до интерпретации полученных данных. Иногда даже самые дорогие приборы оказываются бесполезными, если не соблюдены базовые правила.
Почему простое измерение толщины покрытия часто оказывается недостаточным?
Во-первых, сам процесс нанесения покрытия – это сложный технологический процесс, зависящий от множества параметров: подготовка поверхности, свойства материала покрытия, режим нанесения, условия сушки. Нарушение хотя бы одного из этих параметров может привести к неравномерному распределению покрытия, образованию дефектов и, как следствие, к неточностям при измерении. Например, при нанесении порошковой окраски, концентрация порошка в зоне нанесения может быть неравномерной, что влияет на толщину покрытия. Во-вторых, характеристики самого толщиномера, его калибровка и правильный выбор типа прибора для конкретного материала – критически важные аспекты. Неправильный выбор может привести к существенным погрешностям. Ну и, конечно, состояние поверхности образца – пыль, загрязнения, царапины – все это тоже влияет на результат.
Влияние подготовки поверхности на точность измерений
Подготовка поверхности – это, пожалуй, самый недооцененный этап. От того, насколько хорошо очищена и обезжирена поверхность, зависит качество адгезии покрытия и, следовательно, точность измерения его толщины. Если на поверхности присутствуют какие-либо загрязнения, то это может привести к тому, что толщиномер будет измерять не только толщину покрытия, но и толщину загрязнения. Например, на металле часто можно встретить остатки смазочно-охлаждающей жидкости, которые нужно тщательно удалить перед измерением. Использование специальных обезжиривателей и ультразвуковой очистки часто является обязательным условием.
Мы однажды столкнулись с проблемой при измерении толщины лакокрасочного покрытия на автомобильных деталях. Заказчик жаловался на несоответствие толщины покрытия, но при проведении первичных измерений толщиномер показывал значения в пределах нормы. После более тщательного анализа мы выяснили, что поверхность деталей была недостаточно очищена от остатков воскового покрытия. После дополнительной очистки и повторных измерений, результаты совпали с требуемыми. Это показало нам, насколько важна правильная подготовка поверхности.
Выбор подходящего типа толщиномера
Существует несколько типов толщиномеров: магнитные, ультразвуковые, оптические, рентгеновские. Каждый из них имеет свои преимущества и недостатки, и выбор подходящего типа зависит от материала покрытия, его толщины и других факторов. Магнитные толщиномеры подходят для измерения толщины ферромагнитных материалов, но не подходят для измерения неферромагнитных материалов. Ультразвуковые толщиномеры могут использоваться для измерения толщины широкого спектра материалов, но требуют наличия подходящего диэлектрика. Оптические толщиномеры обычно используются для измерения толщины прозрачных покрытий, таких как пленки.
В нашей компании, **Sichuan GAODA Technology Co., Ltd.**, мы часто используем ультразвуковые толщиномеры для контроля толщины полимерных покрытий. Они обеспечивают высокую точность и надежность измерений, и могут использоваться для измерения толщины покрытий различной толщины. Однако, для очень тонких покрытий (менее 10 микрон) мы предпочитаем использовать оптические толщиномеры. Регулярная калибровка и проверка работоспособности приборов – обязательная процедура, которую мы проводим не реже одного раза в месяц.
Общие ошибки при работе с **Система измерения толщины пленки завод**
Одной из распространенных ошибок является неправильная установка параметров прибора. Каждый толщиномер имеет ряд параметров, которые необходимо настроить в соответствии с материалом покрытия и условиями измерения. Например, для измерения толщины неферромагнитных материалов необходимо установить соответствующий режим работы прибора. Игнорирование этих параметров может привести к неточным результатам. Еще одна распространенная ошибка – неправильный выбор точки измерения. Точка измерения должна быть выбрана таким образом, чтобы она соответствовала характерному месту повреждения покрытия или наиболее тонкой области.
Мы часто сталкивались с ситуацией, когда операторы толщиномеров просто брали показания в произвольном месте. Это приводило к тому, что результаты измерений были нерепрезентативными. Нам приходилось объяснять операторам, что необходимо выбирать точку измерения в соответствии с требованиями стандарта. Использование стандартных методов измерения и четкое соблюдение инструкций производителя – залог получения точных и надежных результатов.
Проблемы с измерением толщины на различных материалах
Измерение толщины покрытия на различных материалах может представлять собой определенные трудности. Например, измерение толщины покрытия на металле может быть затруднено из-за наличия остатков смазочно-охлаждающей жидкости или загрязнений. Измерение толщины покрытия на пластмассе может быть затруднено из-за высокой пористости материала. Измерение толщины покрытия на стекле может быть затруднено из-за хрупкости материала. Для решения этих проблем необходимо использовать специальные методы подготовки поверхности и выбирать подходящий тип толщиномера.
В нашей компании мы разработали специальный метод измерения толщины покрытия на полимерных пленках, которые часто используются в электронике. Этот метод предполагает использование ультразвукового толщиномера с регулируемой частотой и использование специального диэлектрика для улучшения контакта между прибором и пленкой. Это позволяет нам получать точные и надежные результаты даже при измерении толщины тонких и хрупких пленок.
Будущие тенденции в области измерения толщины покрытия
В последние годы наблюдается тенденция к автоматизации процесса измерения толщины покрытия. В настоящее время разрабатываются автоматические системы, которые позволяют автоматически измерять толщину покрытия на различных этапах производства. Эти системы значительно повышают производительность и снижают вероятность ошибок, связанных с человеческим фактором. Также наблюдается тенденция к использованию новых типов толщиномеров, которые обладают более высокой точностью и надежностью. Например, разрабатываются новые типы оптических толщиномеров, которые позволяют измерять толщину покрытий в сложных условиях.
В **Sichuan GAODA Technology Co., Ltd.** мы активно участвуем в разработке новых систем автоматического измерения толщины покрытия. Мы уверены, что в будущем автоматизация станет стандартом для контроля качества на производстве. Мы также работаем над разработкой новых алгоритмов обработки данных, которые позволяют повысить точность и надежность измерений.
Перспективы применения в **умных городах** и **промышленной автоматизации**
Учитывая растущий интерес к концепции **умных городов** и развитию **промышленной автоматизации**, спрос на точные и надежные системы измерения толщины покрытия будет только расти. В частности, это касается применения таких систем в производстве солнечных панелей, светодиодных светильников, а также в производстве других электронных компонентов. Точный контроль толщины защитных покрытий – критически важен для обеспечения долговечности и надежности этих устройств. Кроме того, автоматизация контроля качества позволит снизить затраты на производство и повысить конкурентоспособность продукции.
В заключение хочу сказать, что измерение толщины покрытия – это не просто техническая процедура, а важный фактор, влияющий на качество продукции и репутацию предприятия. Для получения точных и надежных результатов необходимо учитывать множество факторов, от подготовки поверхности до правильного выбора типа толщиномера. Игнорирование этих факторов может привести к серьезным проблемам. Использование современных технологий и постоянное повышение квалификации персонала – залог успеха в этой области.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Датчик изотопного излучения
Датчик изотопного излучения -
 Погружной датчик уровня
Погружной датчик уровня -
 8-канальный модуль DI + 8-канальный модуль DO
8-канальный модуль DI + 8-канальный модуль DO -
 Система обнаружения дефектов поверхности
Система обнаружения дефектов поверхности -
 Промышленный коммутатор-8 электрических портов
Промышленный коммутатор-8 электрических портов -
 8-канальный аналоговый выходной модуль
8-канальный аналоговый выходной модуль -
 16-канальный цифровой выходной модуль
16-канальный цифровой выходной модуль -
 16-канальный аналоговый входной модуль
16-канальный аналоговый входной модуль -
 Модуль сетевого интерфейса
Модуль сетевого интерфейса -
 Внутренний вращающийся датчик концентрации
Внутренний вращающийся датчик концентрации -
 Модули цифрового ввода и вывода
Модули цифрового ввода и вывода -
 U-шина с возможностью горячей замены
U-шина с возможностью горячей замены
Связанный поиск
Связанный поиск- Промышленный коммутатор 8 портов заводы
- Распределенная автоматизированная система управления цена
- Система ccd-контроля поверхности металлической ленты в реальном времени Производитель
- Аналоговый входной модуль завод
- Модули ввода-вывода плк совместимые с siemens s7-1500
- Высококачественный Модуль расширения дискретного ввода вывода
- Высококачественный Аналоговый выходной модуль
- Интеллектуальный датчик перепада давления цена
- Измеритель концентрации пульпы завод
- Высококачественный Промышленные неуправляемые коммутаторы