

Система визуального контроля Производитель
Визуальный контроль… часто воспринимается как простая задача. 'Прикрепил камеру, запустил программу – готово!' Но на практике все гораздо сложнее. Многие производители, особенно начинающие, недооценивают все нюансы, а потом удивляются неожиданным проблемам. Недавно помогали одному клиенту, который собирался автоматизировать контроль качества на своей линии. Потрачено кучу времени на настройку, а результаты были, мягко говоря, не впечатляющие. Оказалось, что проблема не в камере или программном обеспечении, а в… освещении! Да, освещении! Вот и сейчас задумываюсь, сколько таких 'простых' вещей упускают.
Что такое эффективная система контроля качества?
Для начала, важно понять, что такое эффективная **система визуального контроля**. Это не просто набор камер и программ. Это комплексный подход, включающий в себя определение целей контроля, выбор подходящих технологий, обучение персонала и, конечно же, постоянный мониторинг и оптимизацию. Важно не забывать о масштабируемости – система должна легко адаптироваться к изменениям в производственном процессе.
Иногда заказчики приходят с четким представлением о том, какой контроль им нужен, а иногда нужно начинать с анализа текущих проблем и выработки индивидуального решения. Например, недавно работали с производителем электронных компонентов. Они хотели автоматизировать проверку на наличие дефектов – царапин, трещин, загрязнений. Первоначально предлагались решения на основе машинного зрения, но оказалось, что для их задач вполне достаточно хорошо настроенных алгоритмов анализа изображений. Важно учитывать сложность контролируемых дефектов и требования к точности.
Выбор оборудования и программного обеспечения
Рынок **производитель** визуального контроля сейчас огромный. Есть решения для любого бюджета и любой сложности. При выборе оборудования важно учитывать разрешение камеры, скорость сканирования, освещение и другие параметры. Программное обеспечение должно быть интуитивно понятным и предоставлять широкий спектр инструментов для анализа изображений. Многие производители предлагают как оборудование, так и программное обеспечение в комплекте, что упрощает интеграцию системы.
В качестве примера, могу назвать несколько популярных производителей. Например, Cognex – это лидер рынка с широким ассортиментом оборудования и программного обеспечения. Также стоит обратить внимание на Keyence, Omron и Basler. Выбор конкретного производителя зависит от конкретных задач и бюджета. Не стоит гнаться за самым дорогим решением – часто достаточно более простого и доступного варианта.
Освещение: часто недооцененный фактор
Как я уже говорил, освещение играет огромную роль в визуальном контроле. Неправильное освещение может привести к ложным срабатываниям или, наоборот, к упущению дефектов. Важно использовать подходящие источники света и обеспечить равномерное освещение всей контролируемой области. Например, для контроля мелких дефектов требуется более интенсивное освещение, чем для контроля крупных.
Существует несколько типов освещения, которые используются в визуальном контроле: LED, галогенные лампы, флуоресцентные лампы. LED-освещение становится все более популярным благодаря своей долговечности, энергоэффективности и возможности точной регулировки спектра. Важно учитывать спектральный состав освещения, чтобы он соответствовал оптическим свойствам контролируемого материала. Иногда бывает необходимо использовать специализированные фильтры для улучшения качества изображения.
Оптимизация алгоритмов обработки изображений
После получения изображения необходимо его обработать с помощью алгоритмов компьютерного зрения. Эти алгоритмы позволяют выделить интересующие нас области, определить наличие дефектов и измерить их размеры. Существует множество различных алгоритмов, каждый из которых предназначен для решения определенных задач. Например, алгоритмы сегментации позволяют выделить отдельные объекты на изображении, а алгоритмы классификации – определить, соответствует ли объект заданным критериям.
Оптимизация алгоритмов обработки изображений – это сложная итеративная задача. Необходимо постоянно тестировать различные параметры и подбирать оптимальные настройки. Для этого можно использовать специальные инструменты от производителей оборудования и программного обеспечения. Важно учитывать характеристики контролируемого материала и требования к точности. Иногда приходится разрабатывать собственные алгоритмы обработки изображений для решения специфических задач.
Реальный пример: контроль качества на линии по производству мебели
Недавно мы работали с компанией, производящей мебель. Они хотели автоматизировать контроль качества на линии по производству столешниц. Столешницы изготавливаются из различных пород дерева и имеют сложную структуру. Была задача выявить царапины, сколы и другие дефекты, которые возникают в процессе обработки.
Проблемы и решения
Первоначально мы решили использовать камеры высокого разрешения и программное обеспечение для машинного зрения. Но оказалось, что разрешение камер недостаточно для выявления мелких царапин. Кроме того, освещение на линии было неравномерным, что затрудняло обработку изображений. Мы решили заменить камеры на камеры с более высоким разрешением и установить дополнительное освещение, обеспечивающее равномерное освещение всей столешницы.
После внесения этих изменений мы смогли добиться значительно лучшего качества контроля. Система смогла выявлять даже самые мелкие дефекты, что позволило компании значительно снизить количество брака. В итоге, инвестиции в автоматизацию окупились в кратчайшие сроки.
Важные уроки
Из этого проекта мы извлекли несколько важных уроков. Во-первых, необходимо тщательно анализировать производственный процесс и определять конкретные задачи контроля. Во-вторых, важно учитывать все факторы, которые могут повлиять на качество изображения, включая освещение, разрешение камер и алгоритмы обработки изображений. В-третьих, автоматизация – это не волшебная палочка, а сложный итеративный процесс, требующий постоянного мониторинга и оптимизации.
Помните, что разработка и внедрение **системы визуального контроля Производитель** – это не просто установка оборудования, а комплексный проект, требующий участия специалистов в области компьютерного зрения, промышленной автоматизации и обработки изображений. Если тщательно продумать все этапы и не пренебрегать деталями, то можно добиться значительного повышения качества продукции и снижения издержек.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Инфракрасный датчик влажности
Инфракрасный датчик влажности -
 Датчик изотопного излучения
Датчик изотопного излучения -
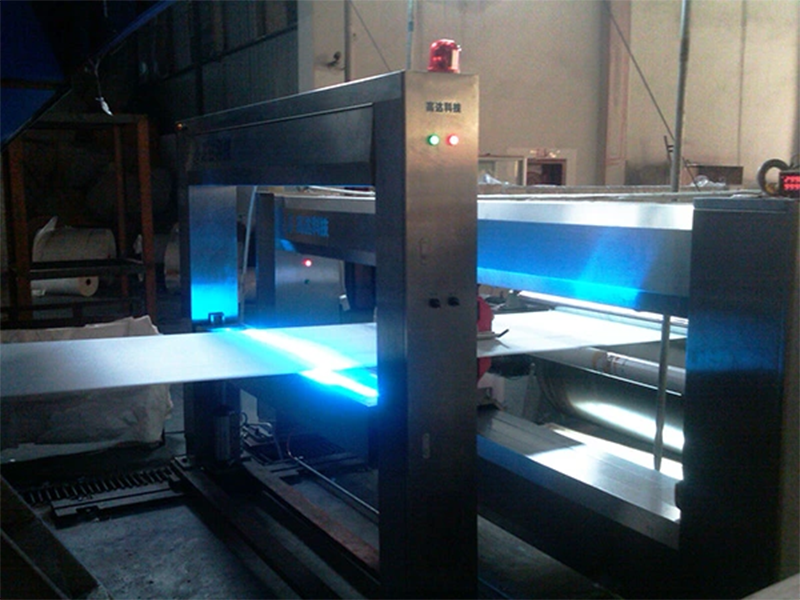 Система обнаружения дефектов поверхности
Система обнаружения дефектов поверхности -
 Микроволновый датчик влажности
Микроволновый датчик влажности -
 Модуль питания
Модуль питания -
 16-канальный релейный выходной модуль
16-канальный релейный выходной модуль -
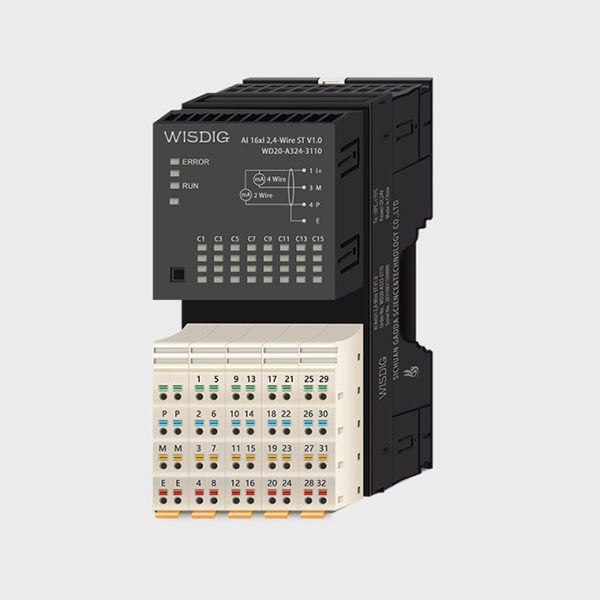 16-канальный аналоговый входной модуль
16-канальный аналоговый входной модуль -
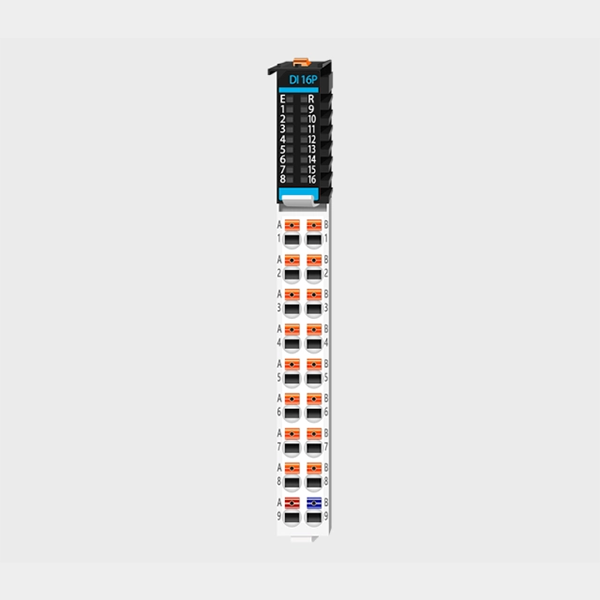 16-канальный цифровой входной модуль
16-канальный цифровой входной модуль -
 8-канальный аналоговый выходной модуль
8-канальный аналоговый выходной модуль -
 Многоволновой инфракрасный датчик влажности
Многоволновой инфракрасный датчик влажности -
 Погружной датчик уровня
Погружной датчик уровня -
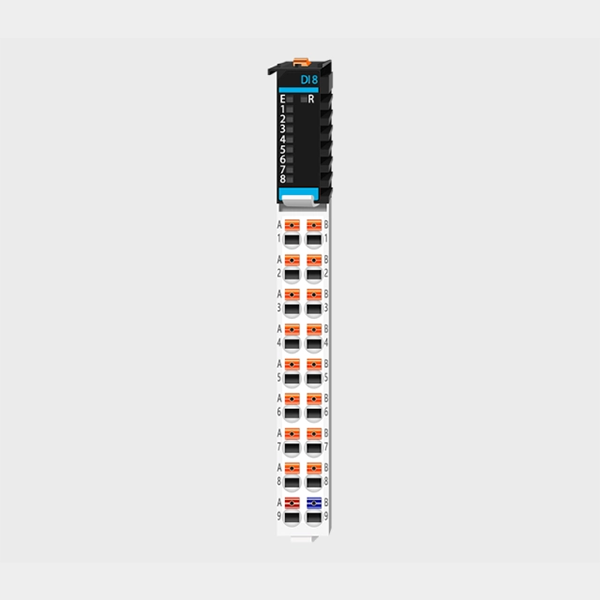 8-канальный цифровой входной модуль
8-канальный цифровой входной модуль
Связанный поиск
Связанный поиск- Ведущий Промышленный коммутатор ethernet
- Ведущий Датчик концентрации массы
- Высококачественный Система измерения толщины разделительной пластины
- Высокоточное измерение веса покрытия цена
- Высокоточное онлайн-измерение толщины заводы
- Мониторинг массы пп-плёнки в реальном времени
- Промышленный коммутатор 1000m цена
- Система онлайн-контроля массы
- Высококачественный Система визуального контроля
- Контроль толщины препрега Производитель