

Система автоматической диагностики rtu Производитель
Ну что, поговорим о системах автоматической диагностики оборудования? Часто слышу от заказчиков, особенно от тех, кто впервые сталкивается с этой темой, что это какая-то волшебная таблетка, которая решит все проблемы с надежностью оборудования. На самом деле, всё гораздо сложнее. Это не просто 'установка и забыть', это постоянный мониторинг, анализ данных и, конечно, компетентный персонал, который умеет интерпретировать результаты. Своим опытом, а то и ошибками, хотел бы поделиться. Не претендую на истину в последней инстанции, но, надеюсь, будет полезно.
Зачем вообще нужна автоматическая диагностика?
Первый вопрос, который всплывает – зачем это нужно? Причин много. Во-первых, снижение простоев. Диагностика позволяет выявлять потенциальные неисправности на ранней стадии, до того, как оборудование выйдет из строя. Во-вторых, оптимизация технического обслуживания. Вместо плановых, часто избыточных проверок, можно проводить техобслуживание только тогда, когда это действительно необходимо, на основе данных диагностики. В-третьих, увеличение срока службы оборудования. Раннее выявление и устранение проблем помогает избежать серьезных повреждений и продлить срок службы оборудования. А в-четвертых – повышение безопасности производства. Неисправное оборудование – это всегда риск для персонала. Вот в общем-то и все. Но часто за этим стоит экономическая выгода.
Некоторые наши клиенты изначально недооценивали стоимость внедрения таких систем, а потом удивлялись, откуда у них берутся деньги на срочный ремонт и простои. Конечно, есть первоначальные затраты на оборудование и настройку, но если посчитать экономию от предотвращенных аварий и оптимизированного техобслуживания, то окупаемость вполне реальна. Главное – правильно подобрать систему под конкретные задачи и особенности оборудования. И не стоит забывать про обучение персонала – без понимания того, как работает система и как интерпретировать данные, все усилия будут напрасны.
Типы систем и их особенности
Существует множество различных систем автоматической диагностики оборудования. Они могут быть ориентированы на конкретный тип оборудования – например, для двигателей, компрессоров, насосов и т.д. Или же быть более универсальными, поддерживающими широкий спектр устройств. Одни системы работают на основе датчиков, которые собирают данные о температуре, вибрации, давлении и других параметрах. Другие используют методы анализа звука, изображения или электромагнитного излучения. Третьи – это комплексные системы, объединяющие несколько методов диагностики.
С нашим опытом, наиболее эффективными оказываются системы, которые сочетают в себе несколько методов диагностики. Например, для насосного оборудования мы часто используем датчики вибрации, температуры, давления и расхода, а также анализатор звука. Это позволяет получить наиболее полную картину о состоянии оборудования и выявить потенциальные проблемы на ранней стадии. Но, опять же, выбор конкретной системы зависит от многих факторов – от типа оборудования, от требований к точности диагностики, от бюджета. Важно учитывать, насколько легко систему интегрировать в существующую инфраструктуру предприятия. В частности, как она взаимодействует с существующими SCADA-системами.
Вибрационный анализ: 'золотая середина'
Вибрационный анализ, на мой взгляд, – это наиболее распространенный и эффективный метод автоматической диагностики оборудования. Он относительно недорогой, прост в реализации и позволяет выявлять широкий спектр проблем – от дисбаланса до износа подшипников. Современные системы вибрационного анализа позволяют проводить непрерывный мониторинг вибрации, что позволяет выявлять небольшие изменения в состоянии оборудования и предотвращать серьезные аварии. Мы часто используем вибрационные анализаторы для мониторинга состояния электродвигателей, редукторов, насосов и компрессоров.
Но важно понимать, что вибрационный анализ – это не панацея. Он требует опыта и знаний для интерпретации данных. Необходимо уметь отличать нормальную вибрацию от патологической, а также знать, какие параметры вибрации указывают на какие проблемы. Иначе можно получить ложные срабатывания или пропустить реальную неисправность. Кроме того, качество анализа напрямую зависит от качества датчиков и правильности их установки. Однажды мы потратили кучу времени и денег на анализ вибрации, а оказалось, что проблема была в неправильно установленном датчике. Так что внимательность и аккуратность – залог успеха.
Термография: 'видеть то, что скрыто'
Тепловизионная диагностика – тоже очень полезный инструмент. Она позволяет выявлять перегрев узлов и агрегатов, который часто является предвестником серьезных проблем. Например, перегрев подшипников, щеток электродвигателя, контактов в электрических соединениях. Тепловизор позволяет увидеть то, что не видно невооруженным глазом. Это особенно актуально для оборудования, расположенного в труднодоступных местах.
Но тут есть свои нюансы. На результаты тепловизионного анализа может влиять температура окружающей среды, а также наличие теплоизоляции. Поэтому необходимо учитывать эти факторы при интерпретации данных. Кроме того, тепловизионная диагностика не всегда позволяет точно определить причину перегрева. Часто требуется дополнительный анализ для выявления первопричины проблемы. Например, в одном из проектов мы обнаружили перегрев в подшипнике, а причина оказалась в неправильной смазке.
Примеры из практики
В одном из цементных заводов мы внедрили систему автоматической диагностики оборудования для компрессорного цеха. Система включала в себя датчики вибрации, температуры, давления и расхода, а также анализатор звука. В результате удалось снизить количество простоев на 20% и сократить затраты на техобслуживание на 15%. Кроме того, система позволила выявить скрытые утечки воздуха, которые ранее оставались незамеченными.
В другом проекте мы разработали систему диагностики для нефтяного оборудования. Система включала в себя датчики вибрации, температуры и давления, а также систему анализа данных в режиме реального времени. Эта система позволила выявлять потенциальные неисправности на ранней стадии и предотвращать аварии, которые могли бы привести к серьезным последствиям. Мы установили несколько датчиков для мониторинга состояния насосов, компрессоров и турбин, и разработали алгоритмы для выявления отклонений от нормальных значений. В результате удалось значительно повысить надежность работы оборудования и снизить риск аварий.
Сложности и подводные камни
Конечно, внедрение систем автоматической диагностики оборудования – это не всегда гладко. Часто возникают проблемы с интеграцией системы в существующую инфраструктуру предприятия. Например, может потребоваться разработка специальных интерфейсов для обмена данными с существующими SCADA-системами. Кроме того, не всегда удается найти квалифицированный персонал для обслуживания и анализа данных, собранных системой. И, конечно, всегда есть риск получения ложных срабатываний или пропусков реальных неисправностей.
Например, в одном из наших проектов мы столкнулись с проблемой несовместимости датчиков, которые мы использовали, с существующей системой контроля. Пришлось потратить много времени и сил на разработку специальных адаптеров и программного обеспечения для интеграции датчиков с системой. Это добавило нам дополнительных затрат и задержек в сроках реализации проекта. В таких случаях важно заранее проводить тщательный анализ совместимости оборудования и программного обеспечения.
В заключение
Автоматическая диагностика оборудования – это важный инструмент для повышения надежности и эффективности производства. Но это не волшебная таблетка, а комплексный подход, требующий опыта, знаний и квалифицированного персонала. При правильном подходе можно добиться значительных результатов – снизить количество простоев, сократить затраты на техобслуживание и увеличить срок службы оборудования. Но если подходить к этому делу неосторожно, можно столкнуться с серьезными проблемами. Главное – правильно оценить свои потребности, выбрать подходящую систему и обеспечить ее правильную настройку и обслуживание. С уважением, [Ваше имя/Компания]. Сайт компании: https://www.mygaoda.ru
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Управление приводом бумажной машины
Управление приводом бумажной машины -
 Система управления энергосбережением
Система управления энергосбережением -
 Система управления RTU на нефтепромысле
Система управления RTU на нефтепромысле -
 32-канальный цифровой входной модуль
32-канальный цифровой входной модуль -
 U-шина с возможностью горячей замены
U-шина с возможностью горячей замены -
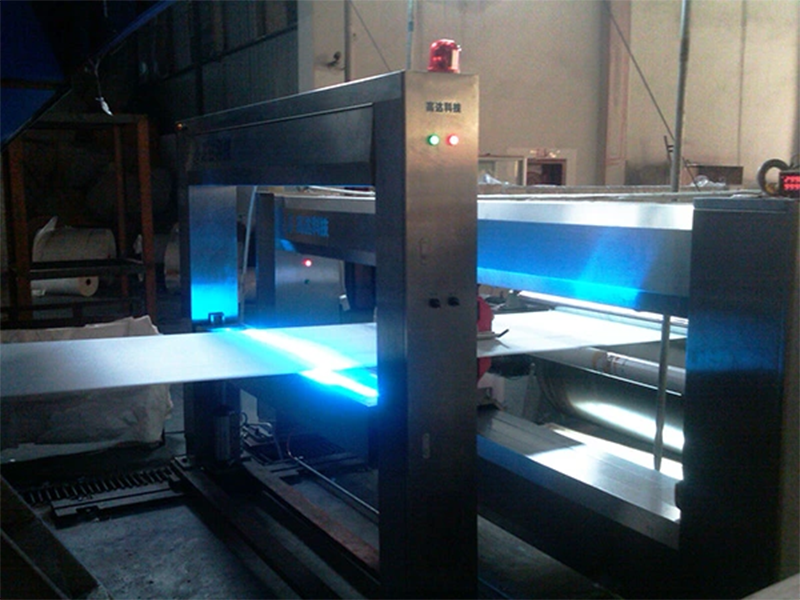 Система обнаружения дефектов поверхности
Система обнаружения дефектов поверхности -
 Интеллектуальный диагностический модуль для электрооборудования
Интеллектуальный диагностический модуль для электрооборудования -
 16-канальный цифровой выходной модуль
16-канальный цифровой выходной модуль -
 Датчик давления
Датчик давления -
 16-канальный аналоговый выходной модуль
16-канальный аналоговый выходной модуль -
 Модуль сетевого интерфейса
Модуль сетевого интерфейса -
 Модули цифрового ввода и вывода
Модули цифрового ввода и вывода
Связанный поиск
Связанный поиск- Rtu автоматический режим Производитель
- Система управления технологическим процессом dcs Производитель
- Высококачественный Модуль ввода вывода дискретных сигналов
- Онлайн-измерение толщины препрега заводы
- Система обнаружения дефектов поверхности цена
- Промышленный коммутатор 5 портов завод
- Поставщик систем обнаружения дефектов нетканых материалов завод
- Высококачественный Модуль 8-канального дискретного ввода/вывода
- Ведущий Rtu для нефтяных месторождений
- Ведущий Датчик концентрации режущего ножа