

Кастомизированное решение wis для обнаружения дефектов
Обнаружение дефектов – это, как правило, первое, что приходит на ум при мысли о контроле качества. Часто, в теории, всё звучит просто: камероры, алгоритмы, готовые решения на полке. Но на практике, как показывает мой опыт, готовых решений часто не хватает. И тогда начинается долгий поиск, кастомизация, и, нередко, разочарование. Недавно столкнулись с похожей ситуацией на одном из наших проектов, и это заставило задуматься о том, что действительно нужно для эффективного обнаружения дефектов, особенно в сложных промышленных условиях. Мы в Sichuan GAODA Technology Co., Ltd. занимаемся автоматизацией производства уже более 30 лет, и за это время накоплено немало опыта.
Проблема универсальности: Когда 'стоковый' подход не работает
Многие компании пытаются решить проблему обнаружения дефектов с помощью стандартных решений, представленных на рынке. Проблема в том, что промышленность – это невероятно разнообразная сфера. Каждый продукт, каждый производственный процесс имеет свои особенности, свои нюансы. Качество поверхности, тип дефектов, освещение, скорость движения продукции – все это влияет на эффективность системы обнаружения. Универсальные решения часто оказываются неэффективными, требуя значительных доработок или вообще не подходящими под конкретные условия. Это, в свою очередь, приводит к увеличению затрат и срыву сроков проекта.
Возьмем, к примеру, производство сложных электронных плат. Там дефекты могут быть микроскопическими, требовать высокоточного оптического контроля и сложных алгоритмов анализа изображений. Использование простого визуального контроля или даже стандартных машинных алгоритмов может оказаться абсолютно бесполезным. То же самое касается обработки металлов, где дефекты могут проявляться только при определенном угле обзора или под воздействием ультрафиолетового излучения. Игнорирование этих особенностей – прямой путь к некачественному результату.
Мы видели много попыток адаптировать готовые системы под специфические требования. И часто это превращается в 'костыли', в решение, которое работает 'как-то', но не дает стабильного результата. Лучше потратить время и ресурсы на разработку кастомизированного решения, которое будет идеально соответствовать задачам, чем потом исправлять ошибки и переделывать систему.
Сложность в обучении алгоритмов
Обучение алгоритмов машинного зрения – это отдельная задача. Для этого требуется большое количество данных, размеченных экспертами. Проблема в том, что сбора таких данных часто недостаточно, особенно для редких типов дефектов. Или же, данные собираются, но разметка выполняется неточно, что приводит к ухудшению качества обучения. Это требует дополнительных усилий и затрат на контроль качества данных.
Один из наших клиентов, компания, производящая детали для авиационной промышленности, столкнулась именно с этой проблемой. Они хотели автоматизировать контроль качества поверхности, но у них не было достаточно размеченных данных о дефектах, возникающих при определенных условиях обработки. В результате, алгоритм машинного зрения не мог корректно идентифицировать эти дефекты, что приводило к ложным срабатываниям и упущениям.
В таких ситуациях мы рекомендуем использовать активное обучение, когда алгоритм самостоятельно выбирает наиболее информативные образцы для разметки. Это позволяет сократить объем необходимых данных и повысить качество обучения.
Что подразумевается под кастомизированным решением?
Кастомизированное решение для обнаружения дефектов – это комплексный подход, который включает в себя не только выбор подходящего оборудования и программного обеспечения, но и разработку индивидуальных алгоритмов, адаптацию интерфейса под нужды пользователя, и, конечно же, интеграцию системы в существующую производственную инфраструктуру. Это не просто 'настройка' готового решения, а его переработка под конкретные требования.
В нашем подходе мы начинаем с тщательного анализа производственного процесса, выявления критических точек контроля качества, и определения типов дефектов, которые необходимо обнаруживать. Затем мы разрабатываем индивидуальные алгоритмы машинного зрения, учитывающие особенности производственного процесса и характеристики продукции. Важным аспектом является и выбор оптимальной аппаратной платформы, которая обеспечит необходимую производительность и надежность системы.
Мы используем широкий спектр технологий и инструментов, включая камерные системы высокого разрешения, специализированное программное обеспечение для обработки изображений, алгоритмы машинного обучения, и облачные платформы для хранения и анализа данных.
Интеграция и масштабируемость
Важно, чтобы кастомизированное решение было легко интегрировано в существующую производственную инфраструктуру. Это требует глубокого понимания особенностей оборудования и программного обеспечения, используемых на предприятии. Необходимо обеспечить бесперебойную передачу данных между системой обнаружения дефектов и другими системами управления производством.
Кроме того, решение должно быть масштабируемым, то есть способным адаптироваться к изменениям в производственном процессе и увеличению объемов выпуска продукции. Это позволяет компании оставаться конкурентоспособной и эффективно реагировать на новые вызовы.
Например, одна из наших разработок была интегрирована в систему управления производством на заводе по производству автомобильных деталей. Это позволило автоматизировать контроль качества и сократить количество брака на 15%. Система также была масштабируемой и легко адаптировалась к выпуску новых моделей автомобилей.
Какие ошибки чаще всего допускают при внедрении систем обнаружения дефектов?
При внедрении систем обнаружения дефектов часто допускают ряд ошибок, которые приводят к неэффективности проекта и перерасходу средств. Одна из самых распространенных ошибок – это недооценка сложности задачи. Многие компании считают, что автоматизация контроля качества – это просто установка камер и настройка алгоритмов. На самом деле, это гораздо более сложный процесс, требующий глубокого понимания производственного процесса, тщательного анализа данных, и постоянной оптимизации системы.
Другая распространенная ошибка – это выбор неподходящего оборудования или программного обеспечения. Необходимо учитывать особенности производственного процесса, типы дефектов, и требуемую производительность системы. Не стоит экономить на качестве оборудования и программного обеспечения, так как это может привести к некачественным результатам и увеличению затрат в будущем.
Также часто встречается ошибка в организации обучения персонала. Важно обеспечить, чтобы персонал был обучен работе с новой системой и понимал ее возможности и ограничения. Недостаточная квалификация персонала может привести к неправильной интерпретации результатов и неэффективному использованию системы.
Важность пилотного проекта
Перед полномасштабным внедрением системы обнаружения дефектов рекомендуется провести пилотный проект. Это позволяет оценить эффективность системы в реальных условиях, выявить возможные проблемы и внести необходимые корректировки. Пилотный проект – это возможность 'протестировать' решение и убедиться в его работоспособности.
В рамках пилотного проекта мы проводим тестирование системы на небольшом объеме продукции, анализируем результаты, и вносим необходимые изменения в алгоритмы и настройки. Это позволяет минимизировать риски и избежать дорогостоящих ошибок при полномасштабном внедрении.
Мы часто рекомендуем проводить пилотный проект, особенно при внедрении новых технологий или в сложных производственных условиях. Это позволяет убедиться в эффективности решения и избежать проблем в будущем.
Заключение
Кастомизированное решение wis для обнаружения дефектов – это не просто технологический тренд, а необходимость для компаний, стремящихся к повышению качества продукции и снижению затрат. Не стоит полагаться на готовые решения, которые могут оказаться неэффективными в реальных условиях. Лучше потратить время и ресурсы на разработку индивидуального решения, которое будет идеально соответствовать задачам.
Мы в Sichuan GAODA Technology Co., Ltd. готовы предложить вам полный спектр услуг по разработке и внедрению систем обнаружения дефектов. Наш опыт и знания позволят нам найти оптимальное решение для вашего производства и помочь вам повысить качество продукции.
Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами. Мы будем рады помочь вам.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Модуль ввода термопары на 8 каналов
Модуль ввода термопары на 8 каналов -
 Система управления энергосбережением
Система управления энергосбережением -
 8-канальный аналоговый выходной модуль
8-канальный аналоговый выходной модуль -
 32-канальный цифровой выходной модуль
32-канальный цифровой выходной модуль -
 Промышленный коммутатор-8 электрических портов
Промышленный коммутатор-8 электрических портов -
 16-канальный аналоговый входной модуль
16-канальный аналоговый входной модуль -
 Электрический позиционер клапана
Электрический позиционер клапана -
 Система контроля пара и конденсата
Система контроля пара и конденсата -
 16-канальный релейный выходной модуль
16-канальный релейный выходной модуль -
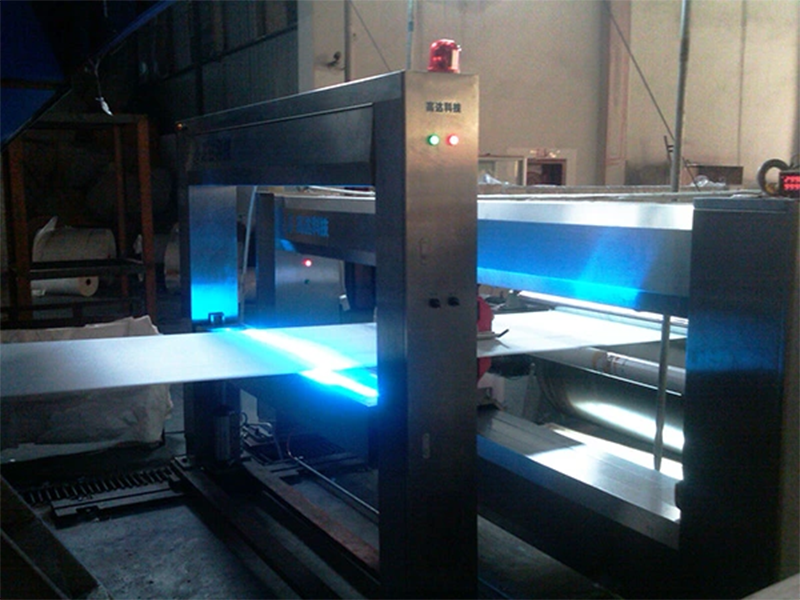 Система обнаружения дефектов поверхности
Система обнаружения дефектов поверхности -
 Промышленный коммутатор-4 Электрический 1 Оптический
Промышленный коммутатор-4 Электрический 1 Оптический -
 8-канальный аналоговый входной модуль
8-канальный аналоговый входной модуль
Связанный поиск
Связанный поиск- Купить плк модули ввода-вывода заводы
- Модуль ввода-вывода Производитель
- Ведущий Специализированный сдпм для бумагоделательных машин
- Аналоговый выходной модуль цена
- Промышленный коммутатор 8 портов Производители
- Автономные rtu системы для удаленных объектов заводы
- Высокоточное измерение веса покрытия Производители
- Цифровой входной модуль заводы
- Qcs для измерения толщины Производители
- Высококачественный Оборудование ccd для контроля дефектов широкоформатной пленки