

Ведущий Система ccd-контроля поверхности металлической ленты в реальном времени
Итак, системы контроля поверхности металлической ленты… Все эти разговоры про 'проактивный контроль', 'непрерывную оптимизацию', 'снижение брака'. Звучит красиво, конечно. Но когда дело доходит до реальной работы, часто сталкиваешься с тем, что теория и практика – вещи разные. Слишком много 'магии' вокруг, и мало понимания, *что* на самом деле нужно от этой системы. Я уже достаточно лет занимаюсь подобными проектами, и могу сказать, что самая большая проблема – это не сама технология, а её интеграция в уже существующий производственный процесс и правильная настройка под конкретные условия.
Почему старый подход не работает?
Раньше, конечно, все проверяли визуально. То есть, человек проходил мимо, посмотрел – что видно, то и делал. Качество зависело от опыта оператора, его усталости, освещения. Это понятно. Но современный мир требует большего. Помимо качества, нужно отслеживать другие параметры: толщину ленты, наличие дефектов, соответствие стандартам. Ручной контроль просто не справляется, тем более в условиях высокой производительности. Но просто 'запустить' систему контроля поверхности и ожидать чуда – тоже не вариант. Нужно понимать, какие именно дефекты важны, какой уровень точности необходим и как настроить систему для работы с конкретным типом металлической ленты.
Трудности с настройкой калибровки
Одна из самых распространенных проблем – калибровка системы. Каждая партия ленты может немного отличаться по цвету, блеску, наличию микроскопических дефектов. И если калибровка не выполнена правильно, система будет выдавать ложные срабатывания или пропуская реальные проблемы. Мы однажды работали на заводе, где использовали систему, основанную на инфракрасных датчиках. После нескольких недель работы, система начала выдавать слишком много предупреждений о 'несоответствиях'. Выяснилось, что причиной была неравномерная температура ленты. Система неправильно интерпретировала температурные колебания как дефекты. Это показало нам, как важно учитывать все факторы, влияющие на качество поверхности.
Важно понимать, что калибровка – это не разовое мероприятие. Лента со временем изнашивается, меняется ее химический состав, появляются новые дефекты. Поэтому необходимо регулярно проводить перекалибровку и адаптировать систему к изменяющимся условиям.
Как добиться реального улучшения качества?
Считаю, что ключевым моментом является комплексный подход. Недостаточно просто установить систему визуального контроля поверхности. Нужно интегрировать ее в существующую систему управления производством (MES) и использовать данные для анализа и оптимизации процесса. Например, мы разрабатывали решение для компании, производящей высокоточные металлические листы. Мы связали систему контроля поверхности с системой управления станками с ЧПУ. Когда система обнаруживала дефект, станок автоматически останавливался, и оператор получал уведомление. Это позволило не только снизить количество брака, но и сократить время простоя оборудования.
Использование машинного зрения и искусственного интеллекта
Машинное зрение и ИИ – это, конечно, уже не просто 'фишки'. Они позволяют не только обнаруживать дефекты, но и классифицировать их по типу и степени. Это значительно упрощает анализ и позволяет выявлять причины возникновения проблем. Мы, например, используем алгоритмы глубокого обучения для обнаружения микротрещин и царапин, которые не видны невооруженным глазом. Это особенно важно для производства высококачественных изделий.
Но здесь нужно быть осторожным. ИИ – это не панацея. Он требует большого количества данных для обучения и может выдавать ошибки. Поэтому важно тщательно выбирать алгоритмы и проводить их валидацию на реальных данных. И еще – нельзя забывать про человеческий фактор. ИИ может помочь выявить дефекты, но окончательное решение всегда должно принимать человек.
Интеграция с датчиками температуры и вибрации
Я бы еще добавил, что интеграция с датчиками температуры и вибрации может дать ценную дополнительную информацию. Например, резкое повышение температуры может указывать на перегрев оборудования, а увеличение вибрации – на наличие дефектов в ленте. Эти данные можно использовать для прогнозирования отказов и предотвращения брака.
Что может пойти не так? (и как этого избежать)
В процессе внедрения системы мониторинга поверхности металла нередко возникают неожиданные проблемы. Например, сложность интеграции с существующими системами. Устаревшие системы могут не поддерживать необходимые протоколы связи, что требует разработки дополнительных интерфейсов. Или же сложность настройки алгоритмов обработки изображений. Сложные условия освещения, отражающая способность материала и другие факторы могут затруднить обнаружение дефектов. А иногда, дело просто в нехватке квалифицированных специалистов, которые могут настроить и поддерживать систему.
Опыт с нестандартными материалами
Мы однажды столкнулись с проблемой при работе с нестандартным металлическим сплавом. Материал имел сложную структуру и высокую отражающую способность. Существующие алгоритмы обработки изображений не давали результатов. Пришлось разрабатывать новые алгоритмы, учитывающие особенности материала. Это потребовало значительных усилий и времени, но в итоге мы добились желаемого результата. Это хороший пример того, что универсального решения не существует, и для каждого проекта нужно подходить индивидуально.
При работе с новыми материалами всегда нужно проводить тестовые испытания и адаптировать систему к конкретным условиям.
В заключение
В общем, внедрение системы контроля поверхности металлической ленты в реальном времени – это сложная задача, требующая комплексного подхода и глубокого понимания производственного процесса. Но если все сделать правильно, то можно добиться значительного улучшения качества продукции и снижения затрат. Главное – не бояться экспериментировать, использовать современные технологии и не забывать про человеческий фактор. Sichuan GAODA Technology Co., Ltd., как компания, занимающаяся разработкой и производством средств автоматизации промышленных процессов, всегда готова помочь в решении этих задач. У нас большой опыт работы с подобными системами, и мы можем предложить индивидуальные решения, адаптированные под ваши конкретные нужды. Более подробную информацию вы можете найти на нашем сайте: https://www.mygaoda.ru.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
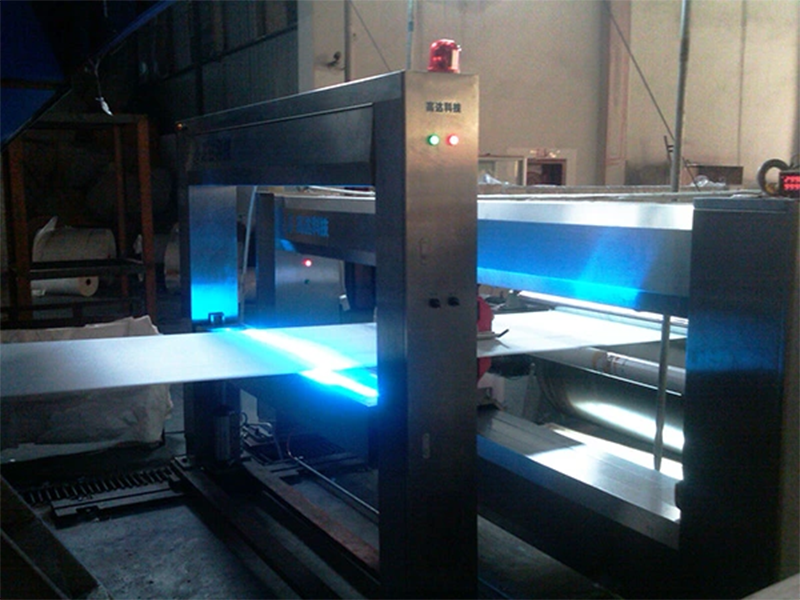 Система обнаружения дефектов поверхности
Система обнаружения дефектов поверхности -
 32-канальный цифровой выходной модуль
32-канальный цифровой выходной модуль -
 16-канальный аналоговый выходной модуль
16-канальный аналоговый выходной модуль -
 8-канальный аналоговый выходной модуль
8-канальный аналоговый выходной модуль -
 16-канальный релейный выходной модуль
16-канальный релейный выходной модуль -
 Многоволновой инфракрасный датчик влажности
Многоволновой инфракрасный датчик влажности -
 4-канальный аналоговый выходной модуль
4-канальный аналоговый выходной модуль -
 Датчик давления
Датчик давления -
 32-канальный цифровой входной модуль
32-канальный цифровой входной модуль -
 8-канальный цифровой входной модуль
8-канальный цифровой входной модуль -
 32-канальный цифровой выходной модуль
32-канальный цифровой выходной модуль -
 4-канальный модуль ввода терморезистора
4-канальный модуль ввода терморезистора
Связанный поиск
Связанный поиск- Модуль аналогового ввода вывода Производители
- Ведущий Система онлайн-контроля поверхности рулонных материалов (wis)
- Ведущий Plc система управления
- Rtu для газовых месторождений завод
- Io модуль цена
- Контроль толщины препрега
- Измеритель концентрации пульпы цена
- Электрический позиционер клапана
- Цифровой входной модуль завод
- Система контроля поверхности бумагоделательных машин завод