

Ведущий Контроль концентрации в процессе варки целлюлозы
Итак, ведущий контроль концентрации в варке целлюлозы... Это всегда немного головной боли. Часто вижу, что люди зацикливаются на самой концентрации, забывая про целую цепочку взаимосвязанных факторов. Стремятся держать показатель на уровне, а вот как этот показатель влияет на качество конечного продукта, на энергоэффективность, на стабильность процесса – это часто остается за кадром. И это, знаете, может привести к серьезным проблемам, особенно в масштабах промышленного производства. Несколько лет работы в этой сфере убедили меня в том, что единого 'волшебного' показателя нет, и все нужно рассматривать в комплексе.
Почему это важно? Зачем вообще контролировать концентрацию?
Сразу скажу, просто 'чтобы было' это не зачем. Концентрация сусла – это критический параметр, напрямую влияющий на выход целлюлозы, её вязкость, а значит, и на дальнейшие этапы производства. Слишком низкая концентрация – неэффективное использование сырья, повышенные затраты на концентрацию и выпаривание. Слишком высокая – трудности с перемешиванием, повышенный риск осаждения, потенциальное снижение качества готового продукта. Иногда, когда видят 'плохой' результат, первым делом начинают копаться в концентрации. Но это, как правило, обход проблемы.
Например, помню один случай на одном из предприятий. Постоянно было недовыход целлюлозы, несмотря на то, что операторы старались поддерживать концентрацию в заданных пределах. Выяснилось, что проблема была в качестве сырья – сырая древесина с высоким содержанием лигнина. Концентрация просто не могла компенсировать этот недостаток. Поэтому, если вы видите проблемы с выходом или качеством, не спешите менять концентрацию, лучше проверьте исходные данные.
Влияние концентрации на последующие этапы
Нельзя забывать и о том, как концентрация влияет на последующие стадии – на процессы очистки, беления, и особенно на процессы получения целлюлозных волокон. Неправильный режим варки, выражающийся в неправильной концентрации сусла, может привести к преждевременному расщеплению волокон, что негативно отразится на их свойствах. В конечном итоге, все это скажется на качестве бумаги, картона, или других продуктов, получаемых из целлюлозы.
Методы контроля: от традиционных до современных
Традиционно контроль концентрации велся с помощью ареометров или гидрометров. Это достаточно простой и доступный метод, но он не дает такой точной информации, как более современные. Ареометры чувствительны к температуре, и для получения достоверных результатов необходимо постоянно корректировать показания. Кроме того, ареометры требуют регулярной калибровки.
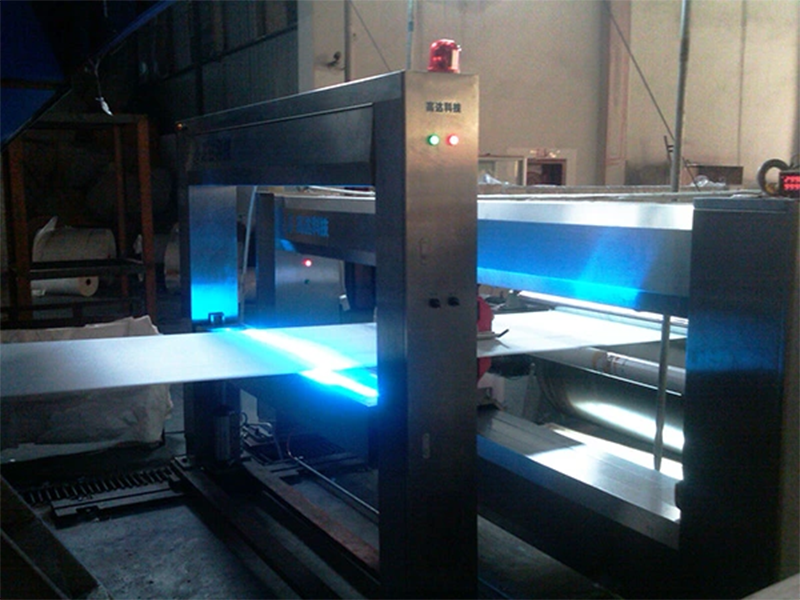
В настоящее время все чаще используются рефрактометры. Они обеспечивают более точное и надежное измерение плотности сусла, что, в свою очередь, позволяет более точно контролировать концентрацию. Есть даже портативные рефрактометры, которые можно использовать непосредственно в реакторе. Это существенно упрощает процесс контроля и позволяет оперативно реагировать на изменения в процессе варки. Например, мы в Sichuan GAODA Technology Co., Ltd. успешно применяем рефрактометры в наших лабораторных исследованиях и при отладке производственных процессов.
Проблемы с калибровкой и обслуживанием оборудования
Электронные приборы, конечно, удобнее, но и требуют больше внимания. Особенно это касается рефрактометров – они требуют регулярной калибровки, а также квалифицированного обслуживания. Неправильная калибровка может привести к серьезным ошибкам в контроле концентрации, что, как мы уже говорили, может негативно отразиться на качестве продукции.
Факторы, влияющие на концентрацию в процессе варки
Помимо качества сырья, на концентрацию в процессе варки влияют и другие факторы: температура, время варки, давление, состав варочной смеси. Например, при повышении температуры происходит выпаривание воды, что приводит к увеличению концентрации сусла. Но при слишком высоких температурах могут происходить нежелательные химические реакции, приводящие к потере выхода целлюлозы.
Иногда забывают про влияние добавок – различных химических реагентов, которые используются для улучшения качества целлюлозы. Некоторые добавки могут влиять на плотность сусла, что необходимо учитывать при контроле концентрации. К тому же, не стоит недооценивать роль перемешивания. Недостаточное перемешивание может привести к неравномерному распределению концентрации сусла в реакторе.
Примеры из практики: что получилось, а что нет
Однажды мы работали с предприятием, которое использовало устаревшее оборудование и не уделяло должного внимания контролю параметров процесса. Концентрация сусла колебалась в широких пределах, что приводило к нестабильному производству. Мы провели анализ процесса и выявили несколько проблемных зон: устаревший насос, неэффективный теплообменник, отсутствие автоматической системы контроля концентрации. После модернизации оборудования и внедрения автоматизированной системы контроля концентрации, стабильность процесса значительно улучшилась, а выход целлюлозы увеличился на 15%.
Были и неудачные попытки. Мы пытались оптимизировать процесс варки целлюлозы путем увеличения концентрации сусла. В результате, в реакторе происходило повышенное осаждение, что приводило к засорению оборудования и снижению выхода целлюлозы. Пришлось вернуться к более умеренной концентрации и внести изменения в технологический процесс. Это показывает, что нельзя просто так 'подкручивать' параметры процесса, нужно учитывать все взаимосвязи.
Перспективы развития: автоматизация и интеллектуальные системы
В будущем, я уверен, контроль концентрации в процессе варки целлюлозы будет все больше автоматизироваться и основываться на интеллектуальных системах. Будут использоваться датчики, которые будут непрерывно измерять различные параметры процесса, такие как плотность, вязкость, химический состав сусла. Данные будут анализироваться с помощью алгоритмов машинного обучения, которые будут помогать операторам оптимизировать процесс варки и предотвращать возникновение проблем.
Компания Sichuan GAODA Technology Co., Ltd. активно работает над созданием таких интеллектуальных систем управления производством целлюлозы. Мы разрабатываем алгоритмы, которые позволяют прогнозировать изменения в процессе варки и автоматически корректировать параметры процесса. Надеюсь, что в ближайшем будущем эти технологии станут широко применяться в целлюлозно-бумажной промышленности.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Многоволновой инфракрасный датчик влажности
Многоволновой инфракрасный датчик влажности -
 Модуль сетевого интерфейса
Модуль сетевого интерфейса -
 Система контроля пара и конденсата
Система контроля пара и конденсата -
 Погружной датчик уровня
Погружной датчик уровня -
 16-канальный цифровой входной модуль
16-канальный цифровой входной модуль -
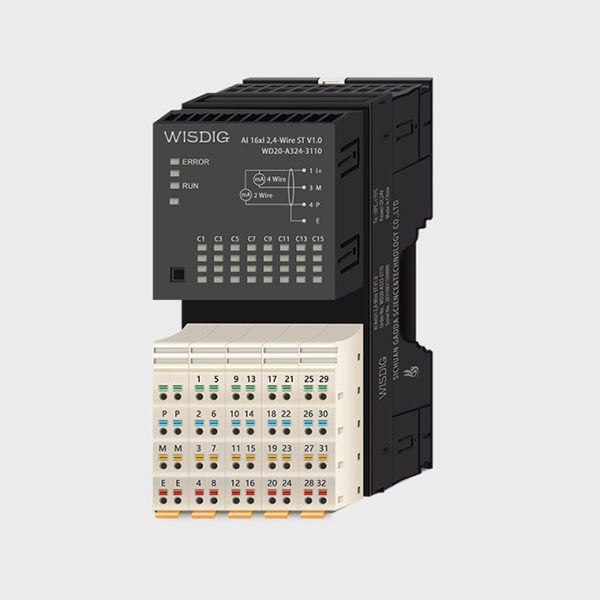 16-канальный аналоговый входной модуль
16-канальный аналоговый входной модуль -
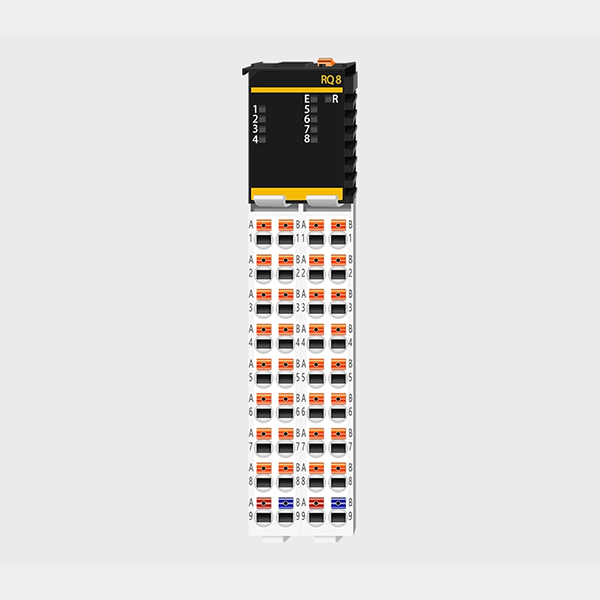 8-канальный релейный выходной модуль
8-канальный релейный выходной модуль -
 Интеллектуальный диагностический модуль для электрооборудования
Интеллектуальный диагностический модуль для электрооборудования -
 4-канальный модуль ввода терморезистора
4-канальный модуль ввода терморезистора -
 8-канальный модуль ввода терморезистора
8-канальный модуль ввода терморезистора -
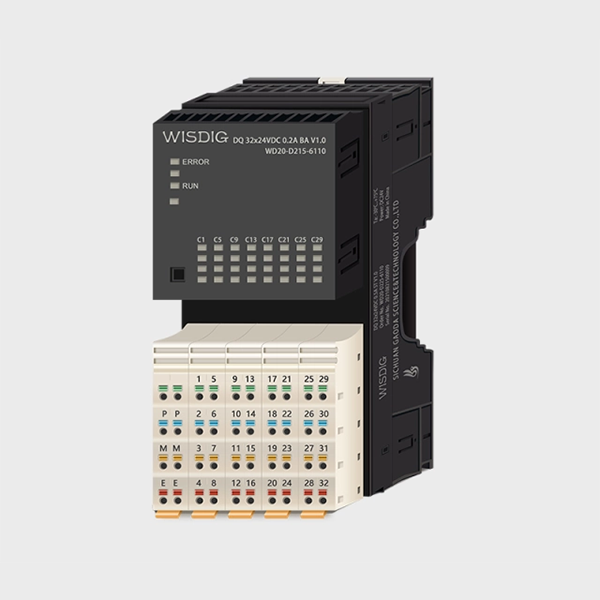 32-канальный цифровой выходной модуль
32-канальный цифровой выходной модуль -
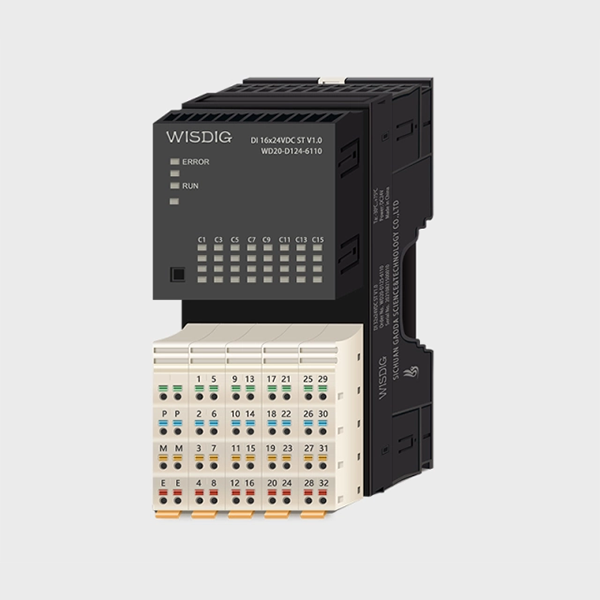 16-канальный цифровой входной модуль
16-канальный цифровой входной модуль
Связанный поиск
Связанный поиск- Система измерения толщины мембраны Производители
- Высококачественный Интеллектуальный позиционер клапана
- Онлайн-контроль толщины препрега заводы
- Недорогие модули ввода-вывода, совместимые с siemens цена
- Модуль расширения plc
- Высокоскоростная система wis Производители
- Ведущий Система мониторинга rtu для нефтяных скважин
- Ведущий Mcc
- Локальное обслуживание систем wis в россии заводы
- Главный приводной сдпм для бдм завод